lars.eliasson@skogforsk.se
070 - 281 33 32


Mikroflis har många användningar, både idag och i framtiden. För sameldning med stenkol och vid pelletstillverkning krävs att veden flisas betydligt finare än normalt då den ska bli bränsleflis avsett för storskaliga biobränsleeldade värme- och kraftvärmeverk. Även vid kemisk omvandling av flisen till nya produkter kan det vara av intresse att använda en finare flis då detta gör att det går snabbare att lösa upp veden i dess olika kemiska komponenter. Tidigare studier har visat att en minskning av flislängden sänker prestationen och ökar bränsleförbrukningen per producerad mängd flis.
Skogforsk har studerat en Bruks 806ST flishugg utrustad med dels en standardtrumma och dels en mikroflistrumma för att undersöka hur den minskade mållängden vid produktion av mikroflis påverkar prestation och bränsleförbrukning. Vid flisning med mikroflistrumman var prestationen 10,5 % lägre per effektiv flisningstimme än då standardtrumman användes. Samtidigt ökade bränsleåtgången per producerad mängd flis (ton TS) med 24 %.
Andelen flis i klassen 16-31,5 mm var förvånansvärt hög vid flisning med mikroflistrumman. En stor del av denna flis bestod av tunna och korta flisbitar som var för breda för att passera 16 mm sållet. Merparten av dessa bitar kommer troligen att brytas sönder i den vidare hanteringen av flisen.
Den studerade maskinen, Bruks 806ST, i arbete.
Flisens storlek och fraktionsfördelning har stor betydelse för förbränningen i värme- och kraftvärmeverken, samt för prestationen och bränsleförbrukningen vid produktionen av flisen. Tidigare studier har visat att en ökning av flislängden ökar prestationen och minskar bränsleförbrukningen per producerad mängd flis givet att motorn som driver flishuggen orkar med den ökade belastningen (Eliasson m.fl. 2012; Johannesson m.fl. 2012). Ett problem vid dessa studier har varit möjligheten att hitta flishuggar där det går att öka den eftersträvade mållängden på flisen. Ett alternativ blir då att studera vad som händer då man producerar kortare flis. För att en sådan studie ska bli rättvisande så måste dock huggtrumman förses med fler knivar om riktigt liten flis (mikroflis) ska kunna produceras.
Mikroflis har många användningar, både idag och i framtiden. För sameldning med stenkol samt vid pelletstillverkning krävs att veden flisas betydligt finare än vad som är det normala då veden ska bli bränsleflis avsett för storskaliga biobränsleeldade värme- och kraftvärmeverk. Även vid kemisk omvandling av flisen till nya produkter kan det vara av intresse att använda en finare flis då detta gör att det går snabbare att lösa upp veden i dess olika kemiska komponenter. Bruks AB har tagit fram en mikroflistrumma som producerar flis med 11 mm mållängd till skillnad från standardtrumman som ger 45 mm mållängd. Mikroflistrumman har fyra huggstål till skillnad från standardtrummans två.
För att undersöka hur mållängden på flisen påverkar prestation och bränsleförbrukning för flishuggen samt fraktionsfördelningen hos den producerade flisen har Skogforsk studerat en Bruks 806-hugg utrustad med dels en standardtrumma och dels en mikroflistrumma.
En medelstor trumhugg, Bruks 806ST, har studerats vid flisning med en standardtrumma respektive med en mikroflistrumma. 806ST-huggen drivs av en 500 hk Scania dieselmotor med katalytisk avgasrening och AdBlue-tillsats. Under försöket matades huggen med kranen på en lastbil som ställts upp bredvid huggen. Först studerades flisningen av tre högar bränsleved med standardtrumman. Därefter togs maskinen in på verkstaden och huggtrumman byttes ut till mikroflistrumman, varpå tre högar bränsleved flisades med mikroflistrumman i maskinen.
Standardtrumman hade två motstående fullbreddsknivar (180° mellan knivarna), och dessa var postade för att producera flis med 45 mm längd i fiberriktningen 50 mm ovan motstålet. Mikroflistrumman hade 4 fullbreddsknivar jämt fördelade på trumman (90° mellan knivarna) och knivarna var postade för att producera flis med 11 mm längd i fiberriktningen 50 mm ovan motstålet.
Vid flisningen med mikroflistrumman anpassades matningen med tanke på den kortare flislängden. Vid provkörningarna justerades matningen ytterligare vilket ledde till att matningen på huggen vid flisningen med mikroflistrumman var 60% av matningen med standardtrumman.
Innan studien lades 6 högar med aspdominerad bränsleved upp på industriplanen bakom Bruks fabrik i Arbrå. Virket i varje hög vägdes med kranvåg av den virkesbil som levererade virket. Efter att en hög flisats så togs flisprover för fukthaltsbestämning och ett större prov för bestämning av flisens fraktionsfördelning. Totalt studerades flisning av 31,54 ton virke med en medelfukthalt av 32,7 %.
I jämförande tidsstudier delades arbetet upp i korta arbetsmoment, momentindelningen för huvudstudien och den mindre upparbetningsstudien framgår av bilaga 1. Tidsåtgången för arbetsmomenten registrerades för varje krancykel i en Allegro handdator. Resultaten presenteras per effektiv flisningstid, vilket är den summerade tiden för momenten kran ut, grip, kran in/inmatning, och flisning.
Då högarna var små antogs att den bränslemängd som skulle åtgå för att flisa en hög var för liten för att mätas med toppfyllning av maskinens dieseltank. Bränsleförbrukningen för motorn som driver huggen mättes istället genom att bränslemängden i en dunk, som ersatte den ordinarie tanken, vägdes innan och efter att en hög flisats. Mängden bränsle räknades sedan om till liter genom att vikten delades med 0,815 (densitet MK1 diesel enligt OKQ8 2016). Bränsleförbrukningen mättes endast för motorn som drev huggen, inte för lastbilen som användes för att mata huggen.
Vid flisning med mikroflistrumman producerades 29,5 ton TS flis per effektiv flisningstimme. Detta är 10,5 % lägre än den produktivitet på 32,9 ton TS per effektiv flisningstimme som uppmättes med standardtrumman. I studien var prestationen med standardtrumman 9 % högre än vad som uppmätts vid tidigare produktionsstudier av Bruks 806STC flishuggar (Lombardini m.fl. 2013; Eliasson m.fl. 2014). Denna skillnad kan till stor del förklaras av skillnader i det flisade materialet och av mindre slitage på huggstålen. Fältstudierna genomfördes vid flisning av gran respektive bokgrot och den flisade volymen i var och en av dessa studier var avsevärt högre än i den nu genomförda studien.
Bränsleförbrukningen vid flisning med mikroflistrumman uppgick till 1,74 l per ton TS flis, vilket är en 24 % högre bränsleförbrukning än vid flisning med standardtrumman (1,41 l diesel per ton TS flis). Dieselförbrukningen vid flisning med standardtrumman var lägre än de 1,55-1,6 l per ton TS som i medeltal åtgick i fältstudierna, men även här kan skillnaden förklaras av nyslipade huggstål och skillnader i det flisade materialet. Ser man till studien i Djurås var bränsleförbrukningen 1,5 liter per ton TS med nya knivar vilket ökade till 1,8 l per ton TS innan föraren valde att byta knivarna (Lombardini m.fl. 2013).
I den här studien användes en mätmetod för bränsleåtgången som bör ha gett en säkrare bestämning av bränsleförbrukningen än i de tidigare studierna även om mängden flisat material varit mindre.
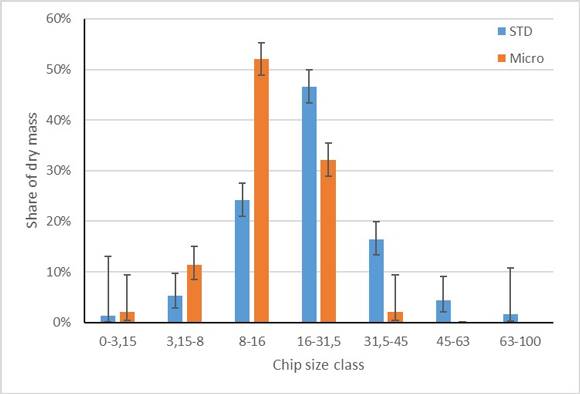
Flisens fraktionsfördelning för standardtrumman (STD) respektive mikroflistrumman. Intervallen på staplarna är ett 95 procentigt konfidensintervall.
Precis som avsett producerar mikroflistrumman mindre flisbitar än standardtrumman. Den beräknade medianlängden för flisen från mikroflistrumman var 13,6 mm jämfört med standardtrummans medianflislängd på 22,4 mm. Skillnaden i fraktionsfördelning visar sig främst i en signifikant högre andel flis i klassen 8-16 mm (se diagram). Andelen flis i klassen 16-31,5 mm är förvånansvärt hög. En stor del av flisen i denna klass består av tunna och korta flisbitar som är för breda för att passera 16 mm sållet (se bild). De flesta av dessa bitar kommer troligen att brytas sönder i den vidare hanteringen av flisen.

Exempel på flisbitar i fraktionsklassen 16-32 mm. De flesta bitarna är tunna och korta men bredden är för stor för att de ska passera sållets hål.