Bakgrund
Skördarkostnaden utgör en stor del av avverkningskostnaden i alla typer av gallringar där små träd hanteras. I tidiga gallringar finns den största potentialen för att öka skördarens prestation, och därmed sänka kostnaderna, i att minska tidsåtgången för att fälla och lägga varje träd. Simuleringar har visat på en potential att åtminstone fördubbla prestationen i tidiga gallringar om aggregatet hålls i ständig rörelse under avverkning vilket förutsätter att avskiljning och ackumulering av stammar sker kontinuerligt. Störst möjlighet att nå denna potential finns i täta bestånd med mycket biomassa och om avverkningen görs som ett geometriskt uttag i krankorridorer från stickväg. Flowcut är ett fällaggregat som är designat för att nå denna potential. Aggregatet är utformat för kontinuerlig avskiljning och ackumulering av små träd och i dagsläget finns en prototypversion av Flowcut.
Syftet med den genomförda studien var att i ett praktiskt test utvärdera Flowcuts funktionalitet, prestationspotential samt att belysa dess styrkor och svagheter för att bidra till vidareutvecklingen av aggregatet.
Metod
Studien gjordes i närheten av Åsbro, Örebro län i juni 2015. I försöket ingick fem försöksytor som vardera bestod av 59-76 meter stickväg med en bredd motsvarande kranens räckvidd. Av de fem försöksytorna låg fyra i samma bestånd medan den femte ytan låg i ett närliggande bestånd. Samtliga försöksytor var talldominerade med inslag av gran och ett underväxande lövskikt (Tabell 1). Före gallring mättes bestånden in genom att fyra systematiskt placerade 50 m2 cirkelprovytor med slumpad startpunkt lades ut i varje försöksyta. Provytorna placerades utanför stickvägen i den zon som skulle gallras och provytecentrum markerades för att möjliggöra uppföljande mätningar av samma ytor efter gallring. Inom provytorna registrerades trädslag och diameter på samtliga träd och mätningen upprepades efter utförd avverkning och skotning. Utöver detta mättes bredd och längd, mätt från stickvägskant, på varje krankorridor. Dessutom registrerades antalet skadade och fällda men kvarlämnade träd i varje korridor. Skadorna på de kvarvarande träden separerades på om de var stamskador (kapskador eller stötskador) eller om träden hade välts av aggregatet.
Tabell 1. Beskrivning av försöksytorna innan åtgärd
| Bestånd |
A |
B |
| Försöksyta |
1 |
2 |
3 |
4 |
5 |
| Stammar per hektar |
7700 |
6150 |
7700 |
9600 |
12250 |
| Aritmetisk brösthöjdsdiameter (mm) |
34 |
36 |
28 |
26 |
41 |
Trädslagsfördelning (%)
(tall/gran/övrigt) |
57/0/43 |
61/1/38 |
56/2/42 |
74/3/21 |
81/0/19 |
Avverkningen utfördes med en Valmet 911.4 med en 11 meter kran (Cranab CRH18 med dubbelt utskjut). Skördarföraren som deltog i studien hade även varit provförare under utvecklingen av aggregatet. På varje uppställningsplats gjordes 1-3 krankorridorer på vardera sidan om stickvägen (Figur 1). Antalet korridorer och deras placering bestämdes av föraren. Normalt var det ca 3-4 meter mellan uppställningsplatserna. Det avverkade materialet från vardera korridor lades i separata högar och vägdes med en skotare utrustad med kranspetsmonterad våg (Intermercato XW 70 BS). Sex biomassaprover (500-1000 g råvikt per prov) togs från olika fraktioner för fukthaltsbestämning. Detta gjordes genom ugnstorkning i 104°C till dess att vikten var konstant.
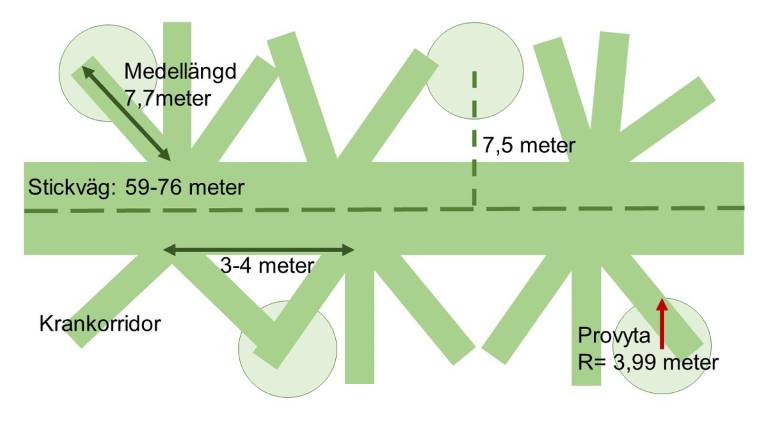
Figur 1. Principskiss för försöksytorna med krankorridorernas längd och placering samt placering av provytorna.
För att studera aggregatets maximala hastighet vid avskiljning och ackumulering gjordes separata mätningar av tidsåtgången för avverkning av fyra krancykler, som varierade i längd från 5,2 till 7,9 meter. Krankorridorerna innehöll vardera två till tre jämnt fördelade stammar. Tidtagningen inleddes när aggregatet sattes i rörelse ca en meter före första stammen och avslutades ca en meter efter sista stammen.
Tidsåtgången i avverkningsarbetet studerades genom kontinuerlig tidsmätning av ett antal väldefinierade arbetsmoment (Bilaga 1, se Referenser). Eftersom skotarens huvudsakliga uppgift var att väga det avverkade materialet gjordes ingen studie av skotningsarbetet. Skördarprestationen presenteras i mängden torrsubstans (ton TS) och antal stammar som avverkades per effektiv arbetstimme (G0h). Värt att notera är att den effektiva arbetstiden endast inkluderar det effektiva arbetet på korta stickvägssegment och inte inkluderar några tider för övriga arbeten eller avbrott vilket gör att den uppskattade prestationen är avsevärt högre än vad som är möjligt vid normalt arbete. Samtliga resultat presenteras som medelvärden per försöksyta.
Resultat
I genomsnitt avverkades 217 träd per provyta fördelat på 43 krancykler. Krankorridorerna var ca 1 meter breda och i genomsnitt 7,7 meter långa. Tiden för avverkning och ackumulering utgjorde ungefär hälften av den totala effektiva tiden men andelen sjönk med ökande trädstorlek, vilket skedde samtidigt som antalet träd som hanterades i varje krancykel minskade. De avverkade träden var små och den genomsnittliga tiden för att hantera dem var kort (Tabell 2).
Tabell 2. Tidsåtgång för fällda och ackumulerade stammar och vid klenträdsgallring med prototyp-aggregatet Flowcut.
| Bestånd |
|
|
| Försöksyta |
1 |
2 |
3 |
4 |
5 |
| Avverkade stammar/G0h |
653 |
638 |
592 |
552 |
526 |
| Träd per krancykel |
6,2 |
5,7 |
4,8 |
4,7 |
4,1 |
| Sekunder per träd (total tid/antal träd) |
5,5 |
5,7 |
6,1 |
6,5 |
6,8 |
| Avverkad medelstam (kg TS) |
2,5 |
2,9 |
3,8 |
3,8 |
5,7 |
| Uttag per hektar (ton TS) |
4,6 |
5,4 |
7,0 |
6,1 |
6,4 |
Vid de separata mätningarna av aggregatets förflyttningshastighet konstaterades att den maximala förflyttningshastigheten för aggregatet vid kontinuerlig fällning och ackumulering i en krankorridor varierade från 0,6 till 1,0 meter per sekund.
Efter gallring utgjordes 25-32 procent av ytan i försöksytorna av krankorridorer och stickvägar. Det fanns ett positivt samband mellan de uttagna stammarnas vikt och skördarens prestation (Figur 2).
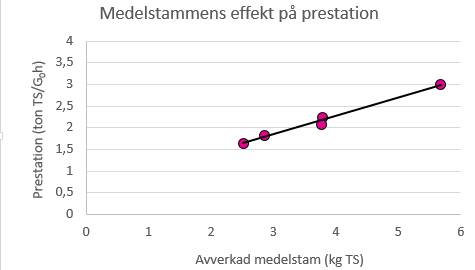
Figur 2. Sambandet mellan prestation och den avverkade medelstammens torrvikt vid avverkning med en prototyp av gallringsaggregatet Flowcut. Varje punkt representerar medelvärdet för en försöksyta.
Vid skadeinventeringen registrerades mellan 80 och 180 skadade stammar per hektar i kanterna av krankorridorerna vilket motsvarar 1,1 till 3,5 procent av de kvarvarande stammarna. Majoriteten av de registrerade skadorna hade orsakats av att aggregatet i sin rörelse framåt inte hade kapat stammarna fullständigt och därmed knuffat omkull dem eller ryckt upp dem. Utöver detta registrerades i medeltal mellan 100 och 190 träd per hektar som tappats ur aggregatet, detta motsvarar knappt ett träd per krankorridor.
Diskussion
Den genomförda studien var en pilotstudie för att få en bild av funktionaliteten på Flowcut-aggregatet och flera av slutsatserna baseras på subjektiva bedömningar från de forskare som var på plats under studien. Sammanfattningsvis kunde prototypaggregatet utföra kontinuerlig avskiljning och ackumulering men det finns punkter som kräver åtgärd för att det ska nå full potential, vilket var väntat då aggregatet var en första prototyp. Studiens omfattning i kombination med att aggregatets prototypstatus gör att det också kan bli missvisande att utifrån denna studie uppskatta aggregatets fulla potential eller hur det skulle fungera i andra beståndstyper.
Flowcut är utformat för gallring i täta, väldigt klena bestånd. Gallringar av så små träd som i denna studie (i medeltal 2,5-5,7 kg torrsubstans per träd) utförs sällan, och har därför inte studerats, med konventionella klenträdsaggregat. I en studie av aggregaten Log Max 4000 och Naarva-gripen 1500-40e vid avverkning av väldigt klena träd (6-8 kg torrsubstans per stam) (Iwarsson & Belbo 2010) uppmättes en prestation jämförbar med den observerade prestationen i det grövsta försöksledet (5,7 kg torrsubstans per stam) i den genomförda Flowcut-studien. Vid andra utvärderingar av aggregat för uttag av klenträd (Iwarsson & Belbo 2009; Iwarsson & Fogdestam 2011) har den uttagna medelstamsvolymen, och därmed prestationen, varit avsevärt högre. Trots att Flowcut-aggregatet uppvisat en relativt hög prestation är det idag långt från den dubblerade prestation som bedömts som möjligt att nå genom simuleringar. Det kan till stor del bero på den förbättringspotential som finns i en effektiviserad avskiljning och en i högre grad automatiserad ackumulering. Det är dessutom troligt att en längre inkörningsperiod för föraren skulle ha påverkat prestationen i en positiv riktning.
Ackumuleringen
Aggregatet är utrustat med två uppsättningar ackumuleringsarmar som växelvis griper tag om virket. Föraren bestämmer när armarna ska slutas och eftersom sikten försämras ju längre kranen sträcks visade det sig svårt för föraren att använda ackumuleringen optimalt, med omkullknuffade och tappade stammar som följd. Efter avverkning registrerades 102 tappade träd, detta motsvarar en liten andel av de kvarvarande stammarna (mellan 1,5 och 3,6 procent). Men om dessa stammar tagits tillvara skulle det inneburit en prestationsökning mellan 6 och 17 procent, antaget att de tappade stammarna i genomsnitt var lika stora som de tillvaratagna stammarna.
Användningen av ackumuleringsfunktionen kan förväntas bli mer effektiv ju mer erfarenhet föraren får. För att åtgärda detta problem krävs en mer automatiserad ackumulering som har en effektivare sekvensering av ackumuleringsarmarna.
Avskiljningen
En starkt bidragande anledning till att skador på kvarstående stammar uppstod var att avskiljningen inte var tillräckligt effektiv för den hastighet med vilken fällhuvudet flyttades i krankorridoren. Genom att höja hastigheten på kedjan kommer avskiljningen sannolikt göras snabbare. En invändning mot detta är att aggregatet redan under studien arbetade med en hög kedjesträckning och hög kedjehastighet vilket medför hög friktion och behov av högre hydraulflöden. Dessutom ökar riskerna för ett kedjebrott vid mycket höga kedjespänningar. En alternativ lösning för att effektivisera avskiljningen skulle kunna vara att använda en ”sågklinga” utrustad med en kedja, en lösning som finns på exempelvis Bracke C16-aggregatet. Denna lösning ger mindre punktbelastning på kedjan och minskar risken för kedjebrott. Slutligen så kan problemen med ofullständig avskiljning, åtminstone till viss del, avhjälpas genom en förändrad arbetsmetod. Genom att föra aggregatet framåt i en takt som är anpassad för hastigheten i avskiljningen kan de nämnda problemen minskas. Den observerade maximala hastigheten för avverkning (0,6-1,0 m/s) är jämförbar med det som Bergström (2007) konstaterade kan leda till åtminstone en fördubbling av prestationen.
Räkneexempel
Nedan följer ett räkneexempel för skördarprestationens effekt på lönsamheten i en klenträdsgallring.
Tabell 3 Ingående värden i en generell kalkyl för skördarens effekt på lönsamheten i klenträdsgallring.
| Enhet |
Kalkylvärde |
Referens |
| Skördarkostnad (kr per timme) |
975 |
Brunberg 2014a |
| Skogsbränslepris (kr per MWh, fritt slutkund) |
190 |
Anon 2015 |
| Söndeldelning och transport (kr per MWh) |
93 |
Brunberg 2014b |
| Skotning (kr per MWh) |
38 |
Brunberg 2014b |
| Omvandlingstal (ton TS:MWh) |
1:4,78 |
|
Utifrån dessa förutsättningar krävs att skördaren producerar 3,5 ton torrsubstans per effektiv arbetstimme för att avverkningsnettot ska bli positivt. Det som har störst effekt på prestationen är den avverkade medelstammens storlek och hur många stammar per timme som avverkas (Figur 3). I figuren framgår också hur lönsamheten påverkas av om skogsbränslepriset stiger eller sjunker med tio procent (209 respektive 171 kr per MWh).
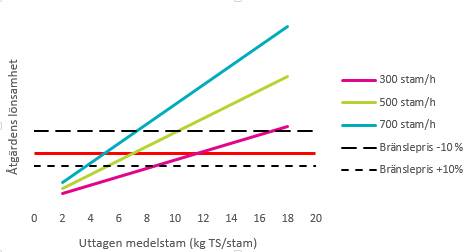
Figur 3. Räkneexempel på effektiviteten (antal avverkade stammar per effektiv arbetstimme) och den uttagna medelstammens (kg TS/stam) betydelse för lönsamheten i klenträdsgallring. Den röda horisontella linjen är ett nollresultat med dagens skogsbränslepris och de två streckade linjerna representerar ett höjt respektive sänkt bränslepris.
Utifrån dessa resonemang blir en förutsättning för den fortsatta utvecklingen av Flowcut att uppnå:
- Avverkning av ca 700 stammar per timme för träd som är mindre än 6 kg torrsubstans
- Avverkning av 400-500 stammar per timme för träd som är 6-10 kg torrsubstans
- Förmåga att genomföra kontinuerlig avverkning med en hastighet på åtminstone 1,0 m/s
Detta förutsätter en förbättrad automation och sekvensering vid ackumulering samtidigt som avskiljningen måste bli mer pålitlig.
Slutsats
Utvärderingen av Flowcut visar att aggregatet har en god potential att utföra kontinuerlig avverkning och ackumulering i krankorridorer. Aggregatet uppvisade redan i detta prototypstadium en prestation som var jämförbar med konventionella aggregat för avverkning i tidig gallring. För att kunna höja prestationen ytterligare är det av vikt att ackumuleringen effektiviseras men det är även nödvändigt med viss justering av avskiljningen samt att öka aggregatets tillförlitlighet.
